





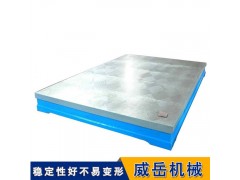
使用T型槽平台前先用无腐蚀性汽油,将钳工平台工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。
T型槽平台表面质量影响,主要表现在两个方面:一是铁水中杂质的含量,特别是氧化铁含量,它易在铸件表面产生夹渣或渣气孔;二是铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。我们采取的主要措施是提高铁水温度,建立完善的冲天炉检测系统,确保冲天炉处于正常状态。“高温静置,低温浇注”是浇注的控制准则,以降低铸件的气孔、缩孔及表面粘砂问题。提高铸造技术水平,出口机床铸件表面质量,定于各种模板上,便于提高劳动生产率。
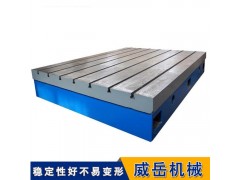
使用前用无腐蚀性汽油,将钳工平台工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。温度变化会使测量产生误差,应在20±50C范围内使用。用完后擦净,涂无水酸性的防锈油,覆盖防潮纸,置于清洁干燥处存。使用时用水平仪调整到水平,使支点均匀分布各支点上。使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
T型槽平台压砂效果的好坏直接影响量块的平面精度,所以要取得良好的T型槽平台压砂效果,需注意以下几点:
1、压砂房间、划线平板、辅料要清洁干净。
2、研磨速度不宜过快,以免使T型槽平台发热而导致平板变形。
3、T型槽平台压不进砂时可以在平板上加重量。
4、研磨时T型槽平台要勤掉头,研磨的每两块平板,其研磨次数要相等。
攻丝机平台是结合市场需求,针对机械维修加工用的攻丝机柜子,工作台面有铸铁平台和大理石两种,支持定做。
1.T型槽平台扭矩夹头的扭矩是在工厂设定的。但是,当攻击坚硬的材料或使用一段时间后,重新调整和设置。
2.扭矩夹头的外壳上有两个小孔,允许半槽扭矩调节。将扭矩控制在M3以下非常重要。
3.T型槽平台用平头螺丝刀拿起卡环,并用尖嘴钳将其放入扭矩调节环上的两个圆孔中。顺时针转动会增加扭矩,时针转动会减少扭矩。
4.T型槽平台调整后,将挡圈插入夹头壳体的小孔中,扭矩不会改变。
5.扭矩夹头是确保高精度的螺纹,所以扭矩夹头不能乱放、乱抛、乱抛,以免影响攻丝精度。
6. T型槽平台气动马达不转,一般情况是力量不够。请检查气压是否调整到6-8公斤。
7.当气动马达转动,扭矩夹头打滑时,可能是物料太硬或物料粘度大。请增加扭矩夹头的扭矩。
钻床是指利用钻头在产品工件上产生加工孔的数控车床。一般钻头旋转到主健身操,钻头径向移动到进刀健身操。
T型槽平台是利用外螺纹锥面生产加工内螺纹的数控车床。由于是市场化的攻丝机,避免了车床、钻床或手工攻丝的局限性,轻松、灵活。
当T型槽平台钻杆降到操纵深时,钻杆上的确定位块与自动开关接触,开孔机电机转动退出,操纵刨床完成退出。可以模仿鉴,转换成本不高。一般电路电工都可以安装。http://www.chinaweiyue.com/
T型槽平台采用双工位不间断切割(设备不闲置),比单工位切割效率高2-3倍。T型槽平台除规格为25钢筋连接套管外,直径为37mm,长度为60mm。主轴只需要旋转41次(包括两次,)可以完成一个工件。当主轴设置为每分钟旋转480次时,每分钟加工件数为11.7,每小时加工件数为702.4。也说4kw电机适应合理的攻丝速度,我们的机床工作效率和热效率高(高节能)。
武汉T型槽平台,用料足T型槽平台,铸铁平台,成品件的详细信息由河北威岳机械有限公司提供,该企业负责武汉T型槽平台,用料足T型槽平台,铸铁平台,成品件的真实性、准确性和合法性。迅收网对此不承担任何保证责任。
本信息网址:https://linfen.xunshou.com/huishou/hebeiweiyue111/4641649.html 复制本页标题和网址,推荐给您的好友

 您还没有登录,请登录后查看详情
您还没有登录,请登录后查看详情 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意